





好的纹理粉是如何“炼”成的!
发布时间:
2025-09-09
常见的纹理粉有皱纹、美术花纹、锤纹、砂纹、绵绵纹等,相比平面粉纹理粉要难做一些,纹理剂是做好纹理粉的关键原料,此外与设备、配方、工艺有较大关系,技术人员的技巧与经验也很重要,本文就纹理粉的一些做法写出来与同行交流探讨。
常见的纹理粉有皱纹、美术花纹、锤纹、砂纹、绵绵纹等,相比平面粉纹理粉要难做一些,纹理剂是做好纹理粉的关键原料,此外与设备、配方、工艺有较大关系,技术人员的技巧与经验也很重要,本文就纹理粉的一些做法写出来与同行交流探讨。
1. 皱纹
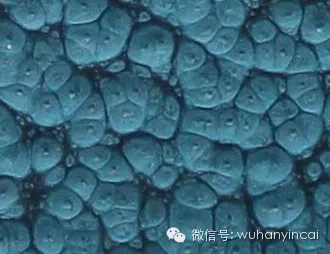
皱纹是纹理粉中量比较大分布比较广的品种,早期主要用在配电柜仪器仪表上,其凹凸不平的表面对光线产生散射避免反光对人眼的刺激和疲劳,现在文件柜防盗门上也开始使用皱纹涂装了。
对皱纹的要求是立体感强、皱纹分布均匀、不露底,不同客户对皱纹大小要求不同,大皱纹不好做不好喷(喷薄易露底、喷厚则纹平),中小皱纹则好做好喷。
大皱纹做法:填料要少,选用粒径粗的浮花剂,浮花剂要粗细搭配合理,粗的起大纹让纹凸起来,细的则可消除露底孔,或选用特效浮花剂。
小皱纹做法:有两种,一种是多加填料,可达50%或更多,并可加较多轻质碳酸钙,多加填料可降成本,这也是多数厂家使用的方法。一种是少加填料,这时如果要让皱纹细小,可加促进剂,外混粒径细的浮花剂且加量增加,这种做法喷涂面积会多些,或弯曲等机械性能要好些,比如预涂板先喷好再冲压成形要求弯曲很好。
外混和内挤:皱纹有外混法(也叫后混、后添加,使用浮花剂)和内挤法(皱纹剂与其他原料一起混合挤出)。用浮花剂外混可以随心所欲的调整纹理,且皱纹立体感要强,是国内主要采用的方法,缺点是回收粉纹理有变化,内挤则克服了这一缺点,内挤除了立体感不如外混法,在做法上也比内挤难一些。
配方中促进剂、有机膨润土、轻质碳酸钙等在皱纹粉配方中有时可起到较大作用。
其他因素:使用软化点高的环氧或聚酯对起纹有好处;使用挤出效果差的螺杆挤出纹理效果更好,尤其是内挤法,有的厂家配有纹理粉专用螺杆;挤出温度可比平面粉低10度;粉末可适当磨粗点,副磨转速调低,过140目。
表1:灰皱纹参考配方(外混101B浮花剂)
原料 | 大纹 填料40% | 中纹 填料46% | 小纹 填料50% |
环氧 | 30 | 27 | 25 |
聚酯 | 30 | 27 | 25 |
钛白粉 | 12 | 12 | 12 |
硫酸钡 | 20 | 18 | 10 |
轻钙 | 8 | 16 | 28 |
颜料 | 适量 | 适量 | 适量 |
|
|
|
|
外混101B浮花剂 | 0.1-0.3% | 0.1-0.3% | 0.1-0.3% |
说明:
(1) 配方中可加0.05%的2-甲基咪唑,促进剂可增加立体感对冷炉出纹有帮助。
(2) 大纹底粉配方加多浮花剂可做到细小皱纹,即大纹底粉可调小,小纹底粉难调大。
(3) 对厚工件铸造件等可使用104B特效浮花剂。无光皱纹比较难出纹也可以用104B特效浮花剂。
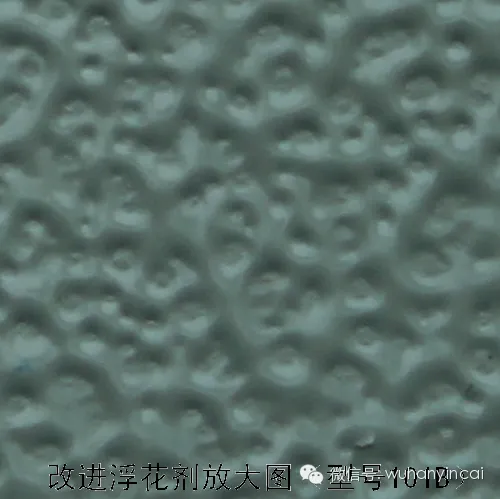
图1:皱纹放大图(凸的地方凸的高,凹的地方凹的深但又不露底)
2. 美术花纹
美术花纹是指浮有彩色颜料或金属颜料形成花纹状外观效果的涂层,市场上浮铝银粉和铜金粉的比较多见,浮彩色颜料的少一些,底粉做法和皱纹一样,有外混和内挤两种,最后外混(后加)颜料。
黑底银花:这是比较常见的品种,一种银花是丝或条状的花纹,一种是呈大块大块状连一起中间像裂开一样(有人把这种纹叫龟纹或裂纹,像乌龟表面的龟纹),参考配方如下:
表2:黑底银花参考配方:
原料 | 大块纹 龟纹或裂纹 | 大纹 花纹 | 中纹 花纹 |
环氧 | 45 | 40 | 30 |
聚酯 | 45 | 40 | 30 |
硫酸钡 | 10 | 20 | 40 |
炭黑 | 0.5 | 0.5 | 0.5 |
L102皱纹剂 | - | 0.2 | - |
|
|
|
|
外混101B浮花剂 外混细浮银粉 | 0.1% 0.3-0.4% | - 0.1% | 0.1-0.3% 0.1% |
说明:各种彩色花纹配方与此类似,如白底浮绿(或蓝)大块龟纹可参照第一个配方。一般大纹用内挤皱纹剂比较好,外混浮花剂较难得到大的花纹。
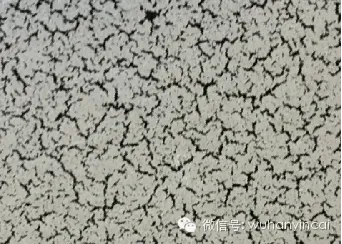
图2:黑底银花放大图

图2-1:浮银龟纹(裂纹)放大图
黑底金花:黑底浮铜金粉的叫金花,铜金粉分青光(黄铜色)、青红光、红光,其中红光和青红光在高温下或长期日晒雨淋下会氧化变黑,会产生质量问题遭投诉索赔,所以红光的黑底金花一般用珠光颜料来代替铜金粉来调色,而青光不会变色,可以直接用青光铜金粉来调,其花纹有时会像芝麻大一朵朵的,有时像丝条状。配方和黑底银花类似。
图2-2:黑底金花放大图(浮青光铜金粉)
3. 锤纹
锤纹粉用在防盗门,保险柜上比较多,这里要说明一下,纹理的名称(如皱纹、锤纹、绵绵纹等)行业外的人叫法和我们行业内的叫法和理解有时会不一样,国内和国外有时会不一样。行业内我们通常把银粉参与内挤做出的有花纹花纹效果的称为锤纹,区别就是银粉参与内挤。做法有浮花剂外混或纹理剂内挤两种,纹理剂内挤法要普遍一些。参考配方如下:
表3:锤纹粉参考配方
原料 | 1 银灰锤纹 银透明,大纹 | 2 银灰锤纹 半透明,小纹 | 3 蓝锤纹 | 4 4绿锤纹 |
聚酯 | 100 | 60 | 80 | 80 |
TGIC | 7 | 4.2 | 5.5 | 5.5 |
银粉 | 1.5 | 1.5 | 1.5 | 1.5 |
L105锤纹剂 | 0.3 | 0.3 | 0.3 | 0.3 |
硫酸钡 | 0 | 40 | 20 | 40 |
L88流平剂 | 0-0.2 | 0-0.2 | 0-0.2 | 0-0.2 |
L521表面调整剂 | 0-1 | 0-1 | 0-1 | 0-1 |
颜料 | 0 | 0 | 0.8酞青蓝 | 0.8酞青绿 |
说明:
(1) 锤纹中聚酯比较重要,合适的聚酯很容易做出锤纹效果,且填料可以多加,不合适的聚酯怎么调效果都不好,这里不是说聚酯质量好不好,而是合不合适,做锤纹一定要找合适的聚酯。
(2) 配方中锤纹剂不加,底粉做好后再外混浮花剂也可产生锤纹效果,外混浮花剂立体感强但纹变小。
(3) 要想锤纹透明感强效果好,填料要少加或不加,这要考虑成本与销售价格。
(4) 和皱纹一样,差的挤出效果锤纹会更好。
(5) 锤纹要适当喷厚,流平剂(增光剂)用于消除露底的孔或麻点,根据需要添加;表面调整剂可让纹更大。
图3:银灰锤纹放大图(锤纹底色明显有透明银粉感,这是也皱纹的区别)
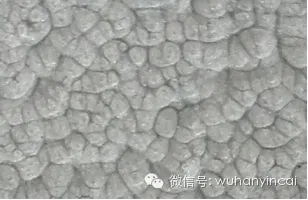
图3-1:兰锤纹放大图(锤纹底色明显有透明银粉感,这是也皱纹的区别)
4. 砂纹
砂纹是仅次于皱纹的第二大纹理粉品种,铝型材是砂纹的用量大户,砂纹是粉末中比较好的做的品种,而且可以喷薄,膜厚40-50微米即可。砂纹常遇到的问题,一是如何做的细腻平滑,二是抗刮伤,三是挤出压片。
砂纹的细腻平滑除了选择合适的砂纹剂外,还有就是把它磨细,尽量磨细,这样喷出来后表面会细腻平滑。砂纹的抗划伤是个老大难问题,好的解决的办法就是加蜡粉,有的厂家加很贵的氟蜡,我们在实践中发现L503增硬剂对解决砂纹的抗划伤非常有效。
对于很砂的砂纹,挤出压片是个困难,挤出料比较干燥,像拧麻花一样,在压片滚筒间很难下去。所谓实践出真知,有个偏方是混料时加点水进去,挤出时水汽化能让挤出料发泡变软好挤出好压片。
砂纹粉中常用的另一种材料是有机膨润土,和砂纹剂配合使用可调整砂纹粗细以及降低砂纹粉的光泽,膨润土的加量一般为0.5-2%,单独加膨润土,加量大时也能成砂纹。进口有机膨润土会让砂纹表面手感更平滑细腻。此外少量的促进剂也能让砂纹变得更砂。
每个厂都有一些回收粉、零头粉、待处理粉,如果有的工件不讲颜色,则砂纹是个很好的回收站,可以将所有不好处理的粉全部混在一起变成砂纹。
表4:黑砂纹参考配方
原料 | 细砂纹 | 原料 | 粗砂纹 |
聚酯 | 25 | 纯聚酯 | 55 |
环氧 | 25 | HAA固化剂 | 3 |
硫酸钡 | 40 | 硫酸钡 | 40 |
轻钙 | 10 | L112粗砂纹剂 | 1 |
炭黑 | 0.7 | 0.5 | 0.5 |
L103砂纹剂 | 0.2 | L103砂纹剂 | 0.2 |
有机膨润土 | 2 | 有机膨润土 | 0 |
L503增硬剂 | 1 | L503增硬蜡 | 1 |
说明:配方中粗砂纹是利用纯聚酯粘度大配合粗砂纹剂做粗砂纹,这种粗砂纹显得粗但不扎。细砂纹可以装200目甚至更细的筛网,尽量磨细。
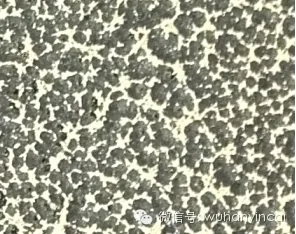
图:砂纹放大图(从放大图可看出,砂纹是粗糙不平的)

5. 绵绵粉
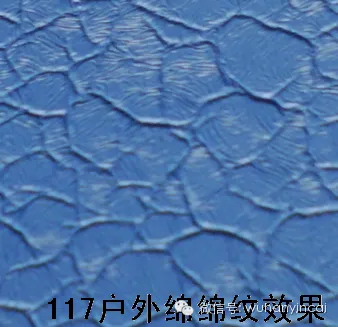
绵绵纹又叫水纹,是个量比较少的品种,大部分粉末厂不怎么生产,并以户内绵绵居多,户外聚氨酯绵绵则更少。
绵绵粉小纹好做好喷,大纹不好做不好喷,户内绵绵纹相比户外绵绵纹好做。绵绵粉要做好做稳定选择合适的环氧(户外则是聚酯)是非常重要的,此外就是绵绵剂,要选择质量好且稳定的,粉末要适当磨粗些,过120目即可。参考配方如下:
表5:户内黑绵绵配方
原料 | 大纹 | 中纹 | 小纹 |
环氧 | 80 | 60 | 50 |
6/4聚酯 | 4 | 4 | 4 |
L107绵绵剂 | 1.8 | 2.5 | 3 |
双氰胺 | 3.6 | 2.7 | 2.3 |
流平剂 | 0-0.3% | 0-0.3% | 0-0.3% |
硫酸钡 | 10 | 30 | 40 |
炭黑 | 0.7 | 0.7 | 0.7 |
|
|
|
|
外混龟纹剂或浮花剂 | 0-0.3% | 0-0.3% | 0 |
说明:
(1) 绵绵剂L107是种强烈固化促进剂,环氧双氰胺固化是比较慢的,在绵绵剂的强烈促进作用下收缩产生绵绵纹(水波纹)。绵绵剂加量小则纹大,填料加量少则纹大。
(2) 一般大绵绵纹会外混浮花剂或龟纹剂改变纹理形成放射状或雪花状绵绵纹。这种纹对喷涂是有利的。绵绵粉要适当喷厚,薄了会发亮。
(3) 配方中加流平剂可消除泪痕或麻点,采用超细双氰胺代替普通双氰胺可能更好。
(4) 绵绵剂对眼睛和呼吸系统有刺激,使用时要注意通风和劳动保护。通常脱离接触一个星期能恢复。
(5) L107绵绵剂也可以用于环氧聚酯混合型以及纯聚酯体系,他的强烈促进会产生皱纹或砂纹效果。L107绵绵剂也可以外混,外观会更粗糙。
图5:户内绵绵纹放大图(先做好绵绵粉底粉,再外混浮花剂)

表6:户外绵绵参考配方:
原料 | 大纹 | 小纹 |
聚酯NH7805 | 100 | 65 |
1800硫酸钡 | -- | 30 |
1174固化剂 | 6 | 6 |
117绵绵剂 | 0.6 | 0.6 |
88流平剂 | 1 | 1 |
306安息香 | 0.5 | 0.5 |
514蜡粉 | 0.5 | 0.5 |
炭黑 | 0.5 | 0.5 |
|
|
|
外混龟纹剂 | 0.5-1% | 0.5-1% |
说明:
(1). 户外绵绵可以做出比户内绵绵大很多的龟纹,比如边长10毫米的,或直径6毫米的龟纹,而且凸起来的筋纹凸的比较高。
(2). 户外绵绵和户内一样,树脂的选择很重要,产协的1000H、擎天的7805比较合适,填料少则纹大,填料多则纹小。
(3). 户外绵绵与户内绵绵配方结构是一样的,树脂(户内是环氧、户外是羟基聚酯)+固化剂(户内是双氰胺、户外是1174)+绵绵剂(户内是107促进剂、户外是117促进剂)。都是利用促进催化原理让涂层产生收缩形成绵绵纹。
图6:户外绵绵纹放大图
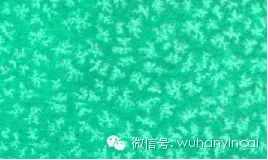
此外还有平时用的比较少的点花(又叫大理石纹)和冰花,见下图
图7:点花放大图(先用特效浮花剂做成点粉和底粉,然后将点粉与底粉混在一起,点粉会扩散成一个个花点,点花粉在实际喷涂中花纹难稳定)
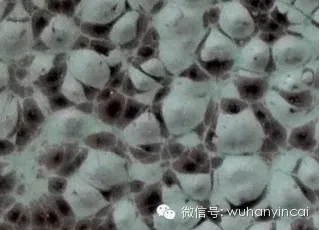
图7-1:冰花放大图(冰花可用环氧与丙烯酸树脂反应,如我公司的酸值80和150的丙烯酸树脂,加促进剂、表面活性剂来做,冰花从国外发展而来,国内比较少见,表面有花纹但表面是平的,一般是无光或亚光)
结语:
纹理粉做出来是不难的,难的是做好做稳定且客户使用稳定,在国内有部分粉末厂以做纹理粉或某一种纹理为主,达到一定产量,纹理粉的利润比普通平面粉要高许多,纹理粉量大的厂家效益都比较好,因此做好纹理粉是一个比较好的途径。
2025-09-22
2025-09-24
2025-09-24
2025-09-09
2025-09-24
2025-09-24

公司:武汉硚口区中山大道1号
工厂:湖北省仙桃市下查化工园区
电话:0086-27-83558483 / 83533466
邮箱:ooha@163.com
销售管理:0086-15907193659 黄子娟
技术咨询:0086-13377856148 刘银彩

微信公众号
